





| 表面處理 | 鍍鉻 |
|---|---|
| 材質 | 不銹鋼 |
| 產地 | 舟山 |
| 產品等級 | A級 |
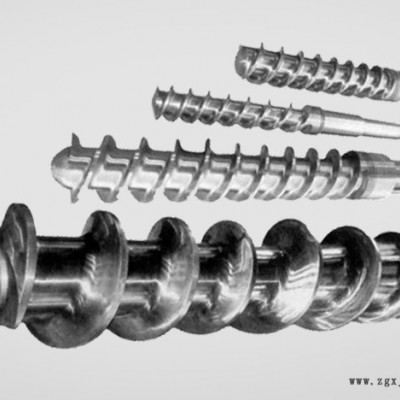
| 類別 | 螺桿 |
| 適用范圍 | 注塑機 |
| 應用范圍 | 塑料成型設備 |
| 原材料 | 38CrMoALA(JIS SACM645)、316不銹鋼、SKD61 |
| 樣品或現貨 | 現貨 |
| 適用機床 | 通用 |
| 標準類型 | 國標 |
| 品牌 | 昌佳 |
| 加工定制 | 是 |
注塑機螺桿的修復與更換:
①螺桿的工作面如果有輕微磨損或劃傷痕跡,可用油石或細砂布研磨、修光損傷部位。
②螺桿的工作表面有嚴重磨損、傷痕溝較深時,應檢查分析螺桿磨損原因,排除故障,以避免再次出現類似現象,然后對較深的傷痕溝進行補焊修復。如果整個螺桿的螺紋磨損嚴重,螺桿與機筒的配合間隙增大,工作時出現熔料漏流增大、注塑量不穩定時,螺桿的螺紋外圓應熱噴涂耐磨合金,然后根據機筒內徑的實際尺寸,按零件的配合間隙要求(査表3-3)進行螺桿磨削。
如果機筒磨損嚴重,修復后內孔直徑增大,螺桿的噴涂后修磨已經不能滿足機筒與螺桿的配合間隙尺寸要求,則螺桿應進行重新制造。螺桿的螺紋外徑加工,應根據兩零件的配合間隙要求,參照機筒的實際內孔直徑加工。
對注塑機螺桿的翻新程序如下:
1、鏜磨料筒內孔;
2、螺桿合金噴涂,修邊、拋光,再精磨。
3、螺桿電鍍硬鉻后配合料筒尺寸。
翻新后的注塑機螺桿料筒塑化不變,而且螺桿表層變成了雙合金,具有高耐磨、抗腐蝕的特點。價格也只需全新的三份之一左右。
=========================================================
螺桿料筒特征:
1、選擇比較適合所使用塑料的螺桿,使塑料達成一個比較好的混合熔膠狀態。可以向塑料供貨商要求提供適當的塑料特性信息,由專業做螺桿的廠商設計合適的螺桿叁數,以避免塑料過熱而分解。射出量一般應該維持在機器規格的20~80%。對于溫度敏感的材料則使用更窄的溫度范圍。檢查料筒/螺桿表面的刮痕或齒痕,以免累積塑料,而造成塑料過熱或燃燒。檢查固加熱片或控制器是否失效,以免造成塑料過熱。塑料射出成形之模流分析軟件可以協助模具選擇適當規格的射出機,如此,可以避免塑料停留在料筒內太長的時間。
2、調整成形條件:假如料筒和射嘴溫度太高,料筒內的塑料可能過熱而導致分解,可以降低料筒溫度和射嘴溫度。另外,可以降低背壓、螺桿轉速、射出速度或射出壓力,以避免太高的剪切熱造成分解。
螺桿料筒的特點:
加料斗是儲存塑料原料的部件,也有的在加料斗上加上發熱和吹風裝置做成干燥料斗。加料斗的形狀一般是下部圓錐形與上部圓筒形。圓錐形的錐面斜度對于不同粒度、不同顆粒形狀、顆粒之間摩擦系數和粘結系數不同的塑料部有不同的**值,否則不是浪費了加料斗的儲料量**是出現加料不暢或根本不下料的“架橋 "或“漏斗成管”現象。
引起“架橋”現象的原因是因為塑料顆粒之間在圓錐小口處形成能支撐在其上方的物料的開然橋,對于顆粒較大以及形狀不規則的再生料比較容易發生。“漏斗成管 "是因為往下流的顆粒不足以拉動其相鄰的顆粒一起流動,這往往在塑料粒度較小時發生。一般的解決方法是在加料斗上裝振動裝置或減小圓錐斜度。如果料筒上熱量傳遞到加料斗使加料斗溫度過高,塑料粒表面軟化或粘結成塊,更容易形成“架橋"或阻塞。
螺桿料筒結構:
1、材質:38CrMoALA,氮化處理,表面硬度:HRC55°-58°,氮化層深度:0.5-0.8mm
2、材質:基材38CrMoALA,螺棱角表面采用雙合金進口合金鋼材,經過特殊 處理,能有效提高機筒螺桿的耐磨性,提高適用壽命。
===================================================
聯系方式:
郵箱:YQK838312@163.com
手機:俞先生13645809022
廠家地址:舟山定海區金塘鎮西堠工業園區西堠路1號
**網站:www.zschangjia.com
電話:0580-8252220
=============================================================
舟山昌佳塑料機械有限公司位于風光秀麗的千島城市,中國的螺桿之鄉一一舟山市金塘島的中部。東與旅游勝地海天佛國普陀山隔水相望,西與國際深水良港寧波北侖港相鄰。
產品材質采用**鋼材38CrMoALA經調質、定性,表面氮化(或噴涂硬質合金)經拋光等工序精制而成, 具有極高的精密度、耐磨度和長壽命,為國內外眾多塑機所采用。
集科研開發、生產經營、商貿物業為一體。專業生產各類擠出機、注塑機等料筒螺桿。還可根據客戶的需要定制特殊規格的產品,并為廣大用戶設計制樣的服務。
以雄厚的技術力量,先進的工藝設備,豐富的實踐經驗,求實創新的作風,周到快捷的服務,為用戶提供性能可靠、 質量上乘、價格合理的產品。并誠摯邀請新老客商光臨指導、洽談合作,與您攜手共求發展。
我公司歡迎新老客戶對我們進行技術上的督察咨詢。
有意向的可以來電訂購我們公司的產品。價格方面可以雙方協談。
======================================================
發泡塑料是以熱塑性或熱固性樹脂為基體,其內部其有無數微小氣孔的塑料。如果發泡里料內的各個氣泡是互相連通的,則稱為開孔泡珠結構;如果各個氣泡是互相分隔的,則稱閉孔泡沫結構。泡沫結構的開孔或閉孔是由原材料性能及制造工藝所決定的。
發泡注射成型工藝參數
發泡注射成型工藝參數與普通注射成型一樣,發泡注射成型的主要影響因索有注射壓力,注射速度。注射溫度及模具溫度等,除此以外還與塑料及發泡劑的性質、及氣泡在制品中的生長過程等有關。
發泡本質
不論采用何種物料,也無論采用何種發泡方法,其發泡過程一般那要經過形成氣泡核、氣泡核膨脹為氣泡、氣泡固化定型等階段,所采用的發泡劑也可以分為兩大類,物理發泡劑和化學發泡劑。
工作的優點:
發泡塑料由于有氣泡的存在,因此其有密度低、比強度離、能吸收沖擊載、隔熱、吸聲及機械加工性優良等優點。其應用范圈十分廣泛。發泡塑科的注班成型有單組分法、多組分法、低壓法、中壓法、離壓法等。
發泡機螺桿工作成型原理
塑料的發泡方法根據所用發泡劑的不同可分為以下兩大類。
1、物理發泡,它是利用物理的方法來使塑料發泡,先將惰性氣體在壓力下溶于塑料熔體或期狀物中,再經過減壓釋放出氣體,從而在塑料中形成氣孔而發泡。通過對溶入聚合物熔體中的低沸點液體進行蒸發使之汽化而發泡;在塑料中添加空心球而形成發泡體而發泡等。
2、化學發泡,它是利用化學方法產生氣體來使塑料發泡劑對加入塑料中的化學發泡劑
進行加熱使之分解釋放出氣體而發泡,也可以利用各塑料組分之間相互發生化學反應釋放出的氣體而發泡。通常用于制造發泡塑料的塑料原料有熱塑性的,也有熱固性的。
=========================================================
螺桿直徑:20mm-300mm
長徑比:L/D=15~55
材料成分:38CrMoALA(JIS SACM645)、316不銹鋼、SKD61
===========================================
接受各種款式定制,歡迎來電!
========================================
產品規格及技術指標:
螺桿加工直徑范圍:20mm-300mm
長徑比:L/D=15~55
調質硬度:HB240°~280°
氮化硬度:HV850°~1000°
氮化深度:0.45~0.7mm
氮化脆性:≤二級
表面粗糙度:Ra0.4
螺桿直線度:0.015mm
氮化后表面鍍硬鉻度:HV≥900HV
鍍鉻層厚度:0.05~0.10mm
合金深度:0.8~2.0mm
雙合金硬度:HRC56°~65°(合金采用鎳基合金)
============================================
材料:
**合金鋼
38CrMoALA(JIS SACM645)
316不銹鋼
SKD61
=============================================
熱處理:
滲氮處理
電鍍硬鉻層
高頻淬火
噴涂耐腐蝕、耐磨雙金屬層
真空淬火
=========================================================
螺桿損壞原因:
1.原料塑化時溫度低。
2.原料中混入金屬異物或原料中雜質多。
3.螺桿空運轉時間過長。
4.制造螺桿材料選擇不合理。
5.螺桿制造精度低,螺紋工作面熱處理硬度低。
螺桿的修復與更換:
1.螺桿的工作面如果有輕微磨損或劃傷痕跡,可用油石或細砂布研磨、修光損傷部位。
2.螺桿的工作表面有嚴重磨損、傷痕溝較深時,應檢查分析螺桿磨損原因,排除故障,以避免再次出現類似現象,然后對較深的傷痕溝進行補焊修復。如果整個螺桿的螺紋磨損嚴重,螺桿與機筒的配合間隙增大,工作時出現熔料漏流增大、注塑量不穩定時,螺桿的螺紋外圓應熱噴涂耐磨合金,然后根據機筒內徑的實際尺寸,按零件的配合間隙要求進行螺桿磨削。
如果機筒磨損嚴重,修復后內孔直徑增大,螺桿的噴涂后修磨已經不能滿足機筒與螺桿的配合間隙尺寸要求,則螺桿應進行重新制造。螺桿的螺紋外徑加工,應根據兩零件的配合間隙要求,參照機筒的實際內孔直徑加工。
螺桿的拆卸順序
螺桿拆卸時應使用專用工具,不許用重錘敲擊,具體拆卸步驟如下。
1.拆卸噴嘴及噴嘴和機筒間的連接件。
2.把螺桿后部鍵連接處與驅動軸分離。
3.拆卸連接法蘭,撥動螺桿前移。
4.當螺桿頭部露出機筒時,立即拆卸螺桿頭連接螺紋(注意:此處螺紋一般多數為左旋)。
5.拆卸螺桿上的止逆環和密封環。
6.拆卸下來的噴嘴、止逆環、密封環和螺桿,應立即趁熱用銅刷、鏟類工具清理各部位殘料。特殊難清理的黏料,應放在烘箱中加熱,溫度為能使料軟化的**低溫度,然后再清除殘料。
7.把螺桿上的各零件組裝在一起,各螺紋連接部位要涂二硫化鉬耐熱脂,以方便下次拆卸。
8.暫不使用的螺桿在表面清潔后要涂防護油,包好,吊掛在通風安全處。

