噴漆生產線,電泳生產線,噴涂生產線,涂裝生產線,噴漆室

普通會員



產品價格面議
產品品牌未填
最小起訂未填
供貨總量未填
發貨期限自買家付款之日起 天內發貨
瀏覽次數250
企業旺鋪http://m.iamwilson.cn/com/chaohui/
更新日期2022-05-29 10:18
品牌: |
未填 |
所在地: |
河南 鄭州市 |
起訂: |
未填 |
供貨總量: |
未填 |
有效期至: |
長期有效 |
電泳設備的清洗
再次用純水沖洗一遍,放空后用純水沖洗至取樣測電導率K≤50μs/cm,其中,電泳槽極液循環系統注滿純水至少循環4小時之后,清洗水再輸至UF槽及貯備槽,繼續循環清洗4小時以上,測K≤50μs/cm。否則,重復清洗一遍,包括加料系統。
超濾系統按供應商提供的要求單獨清洗。用后一次的清洗水配制槽液(至少占稀釋水20%)制樣板,板面縮孔等級合格即認可清洗完成。
電泳涂裝對使用純水的要求較高
電泳涂裝對使用純水的要求較高,而對純水的檢測項目只有一個:電導率(μm/cm)。配漆投槽需要純水電導率達到10μm/cm以下,用來進行清洗水洗的水要求達到50μm/cm以下。
以上指標的純水是需要經過制水設備來完成的,亦就是將原水制造成純水所需要的設備。對于產量小,規模小的電泳涂裝用戶可選擇購買工業純水方式更為節省。
離子交換機適用于原水電導率不超過200μm/cm,大于200μm/cm的原水應選擇反滲透純水機制造純水,原水電導率大于1000μm/cm應選擇反滲透純水機+前處理水質軟化來完成純水制作工序。
城市居民用水電導率可電話咨詢本地自來水公司;地下水、井水、山水、河水的電導率較高,基本都需要反滲透純水機來完成制水過程。
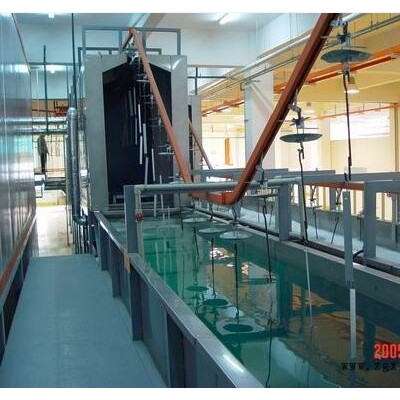
電泳設備涂裝工藝流程
電泳設備涂裝的工藝過程與其它涂裝過程相似,包括金屬底材前處理,電沉積漆膜,供干固化三個主要過程。其中,鋁材電泳設備,金屬涂裝前處理包含有較多工序,如脫脂、除銹、中和、表面光飾、磷化及鈍化等項,若加上工序間的冷水、熱水或去離子水等沖洗環節,工序可達10-20道。在實際工作中還要根據被涂物材質和表面狀態以及產品要求,選擇適當的工藝流程。作為陰極電泳的陽極,熱交換器裝在槽液循環管路中,采用不銹鋼制板式換熱器。
脫脂這一過程也叫除油,主要目的是去除金屬表面的油污,這一步是整個表面處理的基礎.
除銹,如果零件表面有銹或氧化層時,就豁要采用酸洗的方法去除銹層。根據不同的銹蝕程度,采用不同濃度的硫酸、鹽酸和磷酸等去掉金屬表面的銹跡和氧化層。
中和,零件經過酸洗除銹后,其表面多少總會殘留有酸洗液及一些反應產物,不可能在其后的水洗過程中完全去凈。所以,在酸洗除銹工序后,還要在弱堿溶液中清洗,以中和殘酸。
磷化的作用是在鋼鐵表面生成一層非金屬的、不導電的多孔磷酸鹽結晶薄膜,提高涂層的結合力和金屬的抗蝕性。 去離子水洗 為了防止前處理的各種雜質離子由工件帶入電泳楷,使榴液遭到破壞,必須使工件在進入電泳槽之前,用去離子水或蒸餾水洗凈.
鋁材電泳設備由河南天之助涂裝機械設備有限公司提供。河南天之助涂裝機械設備有限公司位于鄭州市中原區須水小李莊工業區。在市場經濟的浪潮中拼博和發展,目前天之助涂裝在噴涂設備中享有良好的聲譽。天之助涂裝取得全網商盟認證,標志著我們的服務和管理水平達到了一個新的高度。天之助涂裝全體員工愿與各界有識之士共同發展,共創美好未來。同時本公司還是從事鄭州電泳設備,河南電泳設備,全自動電泳設備的廠家,歡迎來電咨詢。電泳設備電壓電泳涂裝采用的是定電壓法,電泳設備相對簡單,易于控制。本網頁所展示的有關【鋁材電泳設備_噴涂設備_河南天之助涂裝機械設備有限公司】的信息/圖片/參數等由橡塑行業網的會員【河南天之助涂裝機械設備有限公司】提供,由橡塑行業網會員【河南天之助涂裝機械設備有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【鋁材電泳設備_噴涂設備_河南天之助涂裝機械設備有限公司】有關的信息/圖片/價格等及提供【鋁材電泳設備_噴涂設備_河南天之助涂裝機械設備有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對橡塑行業網的關注與支持!

![]() 13861291831
13861291831





















-河南電泳生產線")


")
")
")
-鋁合金電鍍哪里好-佛山鋁合金電鍍")

